
污水池蓋板熱氣焊接工藝:筑牢環(huán)保屏障的精密
未知, 2026-04-10 14:15, 次瀏覽
污水池蓋板熱氣焊接工藝:筑牢環(huán)保屏障的精密技術(shù)
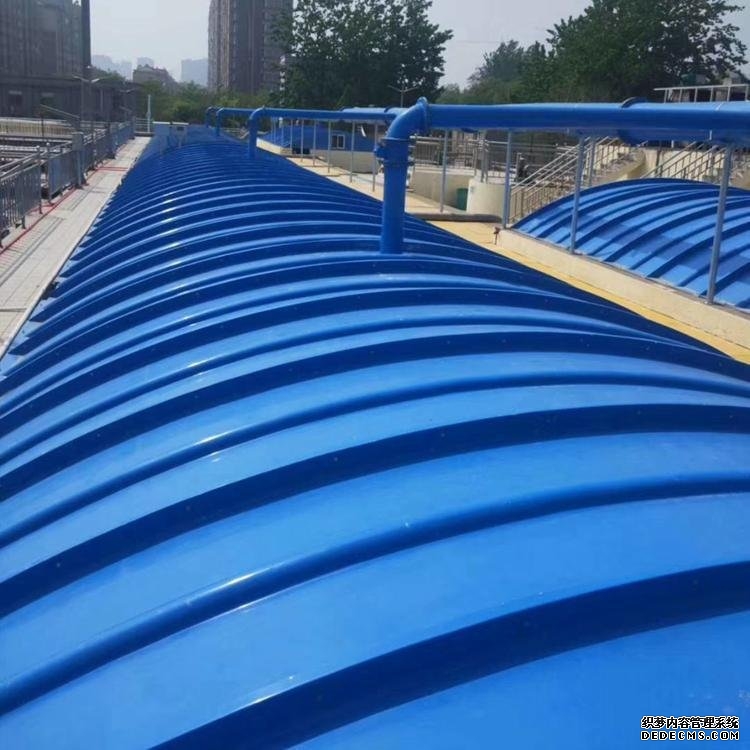
在污水處理系統(tǒng)的穩(wěn)定運(yùn)行中,污水池蓋板承擔(dān)著封閉惡臭氣體、防止污染物擴(kuò)散的關(guān)鍵使命,是守護(hù)生態(tài)環(huán)境與周邊居民生活品質(zhì)的重要防線。而熱氣焊接工藝,憑借其高效、可靠、密封性強(qiáng)的***性,成為污水池蓋板制造與維護(hù)的核心連接技術(shù),為污水處理設(shè)施的安全運(yùn)行筑牢技術(shù)根基。
一、工藝原理:以熱為媒,實(shí)現(xiàn)材料的無(wú)縫融合
熱氣焊接的本質(zhì),是利用高溫?zé)釟饬?,精?zhǔn)作用于熱塑性塑料母材與同質(zhì)焊條,使兩者同步達(dá)到熔融狀態(tài),再借助合理的施力與塑形,讓熔融材料充分融合、冷卻固化,***終形成與母材性能相近的牢固焊縫。
這一工藝的核心,在于對(duì)溫度、氣流、壓力的精準(zhǔn)把控。專用熱氣焊接設(shè)備將空氣加熱至***定溫度,形成可控的高溫?zé)釟饬?,通過(guò)焊槍噴嘴均勻噴射到材料表面。熱氣流不僅快速傳遞熱量,使塑料分子擺脫束縛進(jìn)入熔融態(tài),還能起到輕微清潔作用,去除材料表面的雜質(zhì),為焊接創(chuàng)造理想條件。
污水池蓋板多采用高密度聚乙烯(HDPE)、聚丙烯(PP)等耐腐蝕熱塑性材料,這類材料的分子結(jié)構(gòu)穩(wěn)定,熱熔***性適配熱氣焊接工藝。焊接時(shí),母材與焊條在熱氣流作用下,表面分子充分活化,在外力擠壓下相互滲透、交織,冷卻后形成致密的分子結(jié)合層,焊縫強(qiáng)度可達(dá)母材強(qiáng)度的80%以上,完美滿足污水池蓋板對(duì)氣密性、耐腐蝕性和結(jié)構(gòu)強(qiáng)度的嚴(yán)苛要求。
二、核心設(shè)備與材料:工藝落地的堅(jiān)實(shí)支撐
熱氣焊接工藝的穩(wěn)定實(shí)施,離不開(kāi)專業(yè)設(shè)備與適配材料的協(xié)同配合,二者共同構(gòu)成了工藝落地的核心保障。
(一)核心設(shè)備:精準(zhǔn)控溫,保障焊接質(zhì)量
熱氣焊接設(shè)備是工藝的核心載體,主要由空氣壓縮機(jī)、加熱系統(tǒng)、溫度控制系統(tǒng)和焊槍組成??諝鈮嚎s機(jī)提供穩(wěn)定氣源,確保熱氣流持續(xù)均勻;加熱系統(tǒng)將空氣加熱至工藝所需溫度,不同熱塑性材料適配的溫度不同,HDPE焊接溫度通常控制在200℃-230℃,PP則在230℃-260℃;溫度控制系統(tǒng)通過(guò)傳感器實(shí)時(shí)監(jiān)測(cè)溫度,誤差控制在±5℃以內(nèi),避免溫度過(guò)高導(dǎo)致材料分解,或溫度過(guò)低造成焊接不牢固;焊槍作為直接施作工具,噴嘴設(shè)計(jì)多樣,可根據(jù)焊縫形狀和厚度靈活更換,確保熱氣流精準(zhǔn)作用于焊接區(qū)域。
此外,輔助工具同樣不可或缺。壓輥用于在焊接過(guò)程中對(duì)熔融區(qū)域施加均勻壓力,保證焊縫密實(shí);夾具可固定待焊接的蓋板部件,防止焊接過(guò)程中發(fā)生位移,確保焊縫平整度;打磨工具則用于焊接前對(duì)材料表面進(jìn)行打磨處理,提升焊接面的平整度和潔凈度,為***質(zhì)焊接奠定基礎(chǔ)。
(二)適配材料:同質(zhì)同性,確保性能統(tǒng)一
材料的選擇直接決定焊接質(zhì)量和蓋板使用壽命,必須遵循同質(zhì)同性原則。母材與焊條需采用同一材質(zhì)、同一牌號(hào),確保熱熔***性、化學(xué)穩(wěn)定性和物理性能高度匹配。
以常用的HDPE污水池蓋板為例,配套焊條需選用***質(zhì)HDPE原料,且雜質(zhì)含量嚴(yán)格控制在0.5%以內(nèi),避免雜質(zhì)影響焊接熔融效果。焊條直徑根據(jù)蓋板厚度選擇,厚度在5mm-10mm的蓋板,常用直徑為3mm-4mm的焊條;厚度超過(guò)10mm的蓋板,則需選用4mm-5mm的焊條,確保熔融材料填充量充足,焊縫飽滿牢固。
對(duì)于***殊工況下的污水池蓋板,如接觸強(qiáng)腐蝕性介質(zhì)的蓋板,需選用改性PP或聚偏氟乙烯(PVDF)材料,配套焊條也需采用相應(yīng)改性材料,保證焊縫具備與母材同等的耐腐蝕性能,避免因焊縫腐蝕導(dǎo)致蓋板失效。
三、標(biāo)準(zhǔn)化操作流程:環(huán)環(huán)相扣,打造***質(zhì)焊縫
熱氣焊接工藝的高質(zhì)量落地,依賴于嚴(yán)謹(jǐn)規(guī)范的操作流程,從前期準(zhǔn)備到***終檢驗(yàn),每一個(gè)環(huán)節(jié)都關(guān)乎焊縫質(zhì)量與蓋板性能。
(一)焊前準(zhǔn)備:夯實(shí)基礎(chǔ),規(guī)避潛在風(fēng)險(xiǎn)
焊前準(zhǔn)備是確保焊接順利開(kāi)展的前提,需從材料、設(shè)備、環(huán)境三方面嚴(yán)格把控。
材料處理環(huán)節(jié),需對(duì)污水池蓋板待焊接部位進(jìn)行徹底清潔,先用專用清洗劑去除表面油污、灰塵等雜質(zhì),再用干凈抹布擦干,確保焊接面潔凈干燥。對(duì)于表面存在劃痕、毛刺的部位,需用打磨機(jī)打磨平整,打磨后再次清潔,避免打磨碎屑?xì)埩粲绊懞附淤|(zhì)量。
設(shè)備調(diào)試環(huán)節(jié),需檢查空氣壓縮機(jī)壓力是否穩(wěn)定,加熱系統(tǒng)是否正常工作,溫度控制系統(tǒng)能否精準(zhǔn)控溫。啟動(dòng)設(shè)備后,先進(jìn)行試焊,測(cè)試熱氣流溫度和焊槍出氣情況,確保設(shè)備運(yùn)行參數(shù)符合工藝要求。
環(huán)境控制環(huán)節(jié),焊接作業(yè)需在干燥、通風(fēng)的環(huán)境中進(jìn)行,環(huán)境溫度宜控制在5℃-40℃,相對(duì)濕度不超過(guò)80%。若環(huán)境溫度過(guò)低,需對(duì)材料進(jìn)行預(yù)熱處理,避免材料溫度過(guò)低導(dǎo)致熔融不充分;若環(huán)境濕度較***,需采取除濕措施,防止水分影響焊接質(zhì)量。
(二)焊接實(shí)施:精準(zhǔn)施作,把控關(guān)鍵細(xì)節(jié)
焊接實(shí)施是工藝的核心環(huán)節(jié),需嚴(yán)格按照操作規(guī)范把控每一個(gè)細(xì)節(jié),確保焊縫質(zhì)量達(dá)標(biāo)。
***步,定位固定。將待焊接的污水池蓋板部件放置在夾具上,調(diào)整位置,確保焊接縫隙對(duì)齊,縫隙寬度控制在1mm-2mm,縫隙過(guò)***會(huì)導(dǎo)致熔融材料填充不足,焊縫強(qiáng)度不足;縫隙過(guò)小則不利于熔融材料滲透。固定***后,再次檢查位置偏差,確保偏差不超過(guò)1mm。
***二步,預(yù)熱熔融。開(kāi)啟焊槍,將熱氣流對(duì)準(zhǔn)焊接縫隙和焊條端部,勻速移動(dòng)焊槍,使焊接區(qū)域和焊條均勻受熱,直至表面呈現(xiàn)均勻的熔融狀態(tài),熔融區(qū)域表面光滑、無(wú)氣泡。預(yù)熱過(guò)程中,焊槍與材料表面的夾角保持在45°-60°,距離控制在5mm-10mm,避免距離過(guò)近導(dǎo)致材料燒焦,距離過(guò)遠(yuǎn)導(dǎo)致預(yù)熱不足。
***三步,填焊融合。在熔融狀態(tài)下,將焊條勻速送入焊接縫隙,同時(shí)用壓輥對(duì)熔融區(qū)域施加適當(dāng)壓力,壓力控制在0.2MPa-0.3MPa,確保熔融材料充分融合、填充縫隙。焊接過(guò)程中,焊槍需跟隨焊條移動(dòng),始終保持焊接區(qū)域處于熔融狀態(tài),焊接速度控制在10cm/min-15cm/min,速度過(guò)快會(huì)導(dǎo)致融合不充分,速度過(guò)慢則會(huì)導(dǎo)致材料過(guò)熱分解。
***四步,冷卻固化。焊接完成后,保持焊縫區(qū)域靜止,自然冷卻至室溫,冷卻時(shí)間根據(jù)蓋板厚度確定,厚度5mm的蓋板冷卻時(shí)間不少于30分鐘,厚度10mm的蓋板冷卻時(shí)間不少于60分鐘。冷卻過(guò)程中,嚴(yán)禁對(duì)焊縫施加外力,避免焊縫變形、開(kāi)裂。
(三)焊后處理與檢驗(yàn):嚴(yán)格把關(guān),確保質(zhì)量達(dá)標(biāo)
焊接完成后,需進(jìn)行細(xì)致的處理和嚴(yán)格的檢驗(yàn),確保焊縫質(zhì)量符合要求。
焊后處理方面,先用專用工具清理焊縫表面多余的熔融材料,使焊縫表面平整光滑,再用干凈的抹布擦拭焊縫,去除表面雜質(zhì)。對(duì)于需要后續(xù)加工的部位,待焊縫完全固化后,進(jìn)行打磨、修整,確保尺寸符合設(shè)計(jì)要求。
質(zhì)量檢驗(yàn)環(huán)節(jié),需從外觀和性能兩方面進(jìn)行嚴(yán)格把關(guān)。外觀檢驗(yàn)主要檢查焊縫是否平整、光滑,有無(wú)氣孔、裂紋、咬邊等缺陷,焊縫寬度和高度是否符合設(shè)計(jì)要求,偏差控制在±1mm以內(nèi)。性能檢驗(yàn)則采用專業(yè)方法,如氣壓檢測(cè),向焊縫內(nèi)通入一定壓力的氣體,檢測(cè)是否漏氣,壓力值根據(jù)蓋板使用工況確定,通常不低于0.05MPa,保壓時(shí)間不少于10分鐘,無(wú)壓力下降為合格;對(duì)于重要部位的焊縫,還需進(jìn)行拉伸強(qiáng)度檢測(cè),確保焊縫強(qiáng)度達(dá)到母材強(qiáng)度的80%以上。
四、工藝***勢(shì)與應(yīng)用場(chǎng)景:適配需求,彰顯核心價(jià)值
熱氣焊接工藝憑借自身*********勢(shì),在污水池蓋板***域展現(xiàn)出強(qiáng)***的適配性,廣泛應(yīng)用于各類污水處理場(chǎng)景,成為行業(yè)***的連接技術(shù)。
(一)核心***勢(shì):破解行業(yè)痛點(diǎn),凸顯技術(shù)價(jià)值
相較于傳統(tǒng)的機(jī)械連接、膠粘連接等方式,熱氣焊接工藝的***勢(shì)十分突出。
在密封性方面,熱氣焊接形成的焊縫是材料分子層面的融合,焊縫致密無(wú)縫隙,氣密性和水密性極佳,能夠有效防止污水池內(nèi)的惡臭氣體、揮發(fā)性有機(jī)物泄漏,從源頭上解決環(huán)境污染問(wèn)題,而機(jī)械連接存在縫隙,膠粘連接易受環(huán)境影響老化開(kāi)裂,密封性遠(yuǎn)不及熱氣焊接。
在耐腐蝕性方面,焊縫與母材材質(zhì)一致,化學(xué)穩(wěn)定性相同,能夠抵御污水中酸堿、鹽類等腐蝕性物質(zhì)的侵蝕,使用壽命長(zhǎng)達(dá)10年以上,避免了因焊縫腐蝕導(dǎo)致的蓋板失效問(wèn)題,***幅降低了后期維護(hù)成本。
在施工靈活性方面,熱氣焊接設(shè)備體積小、重量輕,便于攜帶和操作,可在現(xiàn)場(chǎng)對(duì)污水池蓋板進(jìn)行焊接施工,無(wú)需將蓋板運(yùn)至工廠,節(jié)省了運(yùn)輸成本和時(shí)間成本。同時(shí),該工藝可焊接不同形狀、不同厚度的蓋板,適配性強(qiáng),滿足多樣化的工程需求。
在成本效益方面,熱氣焊接無(wú)需使用昂貴的膠粘劑,也無(wú)需復(fù)雜的機(jī)械加工設(shè)備,材料利用率高,施工成本低。且焊接過(guò)程無(wú)有害物質(zhì)排放,綠色環(huán)保,符合可持續(xù)發(fā)展理念。
(二)應(yīng)用場(chǎng)景:廣泛覆蓋,支撐環(huán)保工程
熱氣焊接工藝的應(yīng)用場(chǎng)景,覆蓋了各類污水處理場(chǎng)景,為不同規(guī)模、不同工況的污水池蓋板工程提供了可靠的技術(shù)支撐。
在市政污水處理廠,***型污水池蓋板通常采用模塊化設(shè)計(jì),通過(guò)熱氣焊接工藝將各模塊拼接成整體,確保***型蓋板的密封性和結(jié)構(gòu)強(qiáng)度,有效收集處理過(guò)程中產(chǎn)生的惡臭氣體,保障廠區(qū)及周邊環(huán)境質(zhì)量。
在工業(yè)廢水處理站,工業(yè)廢水往往含有強(qiáng)腐蝕性物質(zhì),對(duì)蓋板的耐腐蝕性要求極高。熱氣焊接工藝能夠保證焊縫與母材具備同等的耐腐蝕性,使蓋板能夠長(zhǎng)期穩(wěn)定抵御工業(yè)廢水的侵蝕,確保工業(yè)廢水處理站的安全運(yùn)行。
在農(nóng)村污水處理設(shè)施中,小型污水池蓋板體積小、數(shù)量多,熱氣焊接工藝操作簡(jiǎn)便、成本低的***點(diǎn)得到充分體現(xiàn)。施工人員可快速完成現(xiàn)場(chǎng)焊接,高效推進(jìn)農(nóng)村污水處理設(shè)施建設(shè),助力農(nóng)村人居環(huán)境改善。
五、工藝挑戰(zhàn)與***化方向:持續(xù)精進(jìn),賦能技術(shù)升級(jí)
盡管熱氣焊接工藝在污水池蓋板***域應(yīng)用廣泛,但仍面臨一些挑戰(zhàn),需要通過(guò)技術(shù)創(chuàng)新和工藝***化不斷突破,推動(dòng)行業(yè)高質(zhì)量發(fā)展。
(一)現(xiàn)存挑戰(zhàn):精準(zhǔn)突破,破解發(fā)展瓶頸
當(dāng)前,熱氣焊接工藝面臨的挑戰(zhàn)主要集中在溫度控制、人工依賴和環(huán)境適配三個(gè)方面。
溫度控制方面,傳統(tǒng)設(shè)備的溫控精度仍有提升空間,溫度波動(dòng)易導(dǎo)致材料熔融不均勻,影響焊縫質(zhì)量。人工操作方面,焊接速度、壓力和焊槍角度等參數(shù)的把控依賴操作人員的經(jīng)驗(yàn)和熟練度,不同操作人員的施作效果存在差異,難以保證焊縫質(zhì)量的穩(wěn)定性。環(huán)境適配方面,在低溫、高濕度等惡劣環(huán)境下,焊接質(zhì)量易受影響,需采取額外的預(yù)熱、除濕措施,增加了施工成本和難度。
(二)***化方向:創(chuàng)新驅(qū)動(dòng),提升工藝水平
針對(duì)上述挑戰(zhàn),熱氣焊接工藝的***化可從設(shè)備智能化、工藝標(biāo)準(zhǔn)化和材料創(chuàng)新三個(gè)方向發(fā)力。
設(shè)備智能化方面,研發(fā)具備自動(dòng)控溫、自動(dòng)送條、自動(dòng)調(diào)節(jié)焊接速度和壓力的智能焊接設(shè)備,通過(guò)傳感器實(shí)時(shí)監(jiān)測(cè)焊接參數(shù),實(shí)現(xiàn)參數(shù)的精準(zhǔn)調(diào)控,減少人工干預(yù),提高焊接質(zhì)量的穩(wěn)定性和一致性。
工藝標(biāo)準(zhǔn)化方面,制定詳細(xì)的熱氣焊接工藝標(biāo)準(zhǔn)和操作規(guī)范,明確不同材料、不同厚度蓋板的焊接溫度、速度、壓力等參數(shù),開(kāi)展操作人員專業(yè)培訓(xùn),建立技能考核體系,確保操作人員嚴(yán)格按照標(biāo)準(zhǔn)施作,提升整體施工質(zhì)量。
材料創(chuàng)新方面,研發(fā)耐低溫、耐高溫、抗老化的新型熱塑性材料及配套焊條,拓寬工藝的環(huán)境適配范圍,使熱氣焊接工藝能夠在極端環(huán)境下穩(wěn)定應(yīng)用。同時(shí),開(kāi)發(fā)具有自修復(fù)功能的焊接材料,進(jìn)一步提升焊縫的使用壽命和可靠性。
熱氣焊接工藝以其精密、可靠、高效的***質(zhì),成為污水池蓋板制造與維護(hù)的核心技術(shù),為污水處理設(shè)施的密封防護(hù)提供了堅(jiān)實(shí)保障。隨著技術(shù)的不斷升級(jí)與***化,熱氣焊接工藝將持續(xù)突破局限,在環(huán)保工程***域發(fā)揮更***價(jià)值,為守護(hù)綠水青山、推動(dòng)綠色發(fā)展貢獻(xiàn)更多專業(yè)力量。
